
Розділ перший
Ознайомлення з продуктом
Прориваючи традиційну концепцію дизайну та техніку виробництва, а також поєднуючи характеристики ринкових тканин із круглим ворсом, ми самостійно розробили нашу круглов’язальну машину.
Застосування:
Ковдри, килими, кораловий фліс, тканина з високим ворсом, соснова тканина, павич кашемір, PV фліс, солом'яний кашемір та всі види матеріалів для одягу.
Технічні дані:
Модель: YF3012;YF3016;YF3020;YF3214;YF3218;YF3222;YF3418;YF3420;YF3422;YF3620;YF3622;YF3822;YF3824;YF3826;YF3828;YF4022;YF4026;YF4030;YF4428;YF4432
Діаметр циліндра: 30-38 дюймів
Калібр голки: 14G-32G
Годівниця: 12F-32F
Обороти: 1-23 об/хв
Потужність: 4кВт, 5,5кВт
Висота ворсу: 4-25, 25-50мм
Розділ другий
Розвантаження та монтаж
Розвантаження основної рами
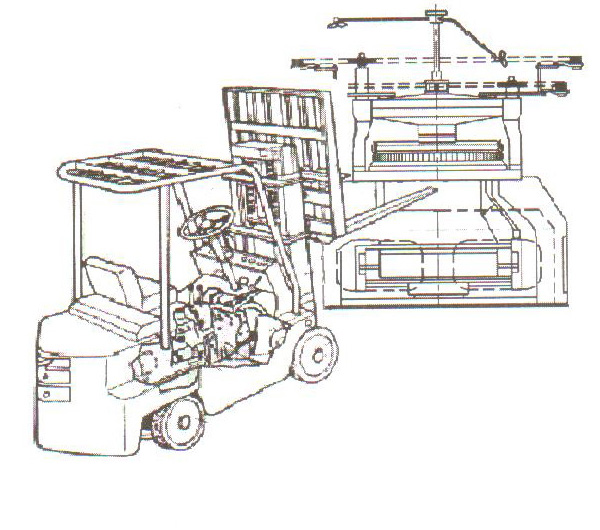
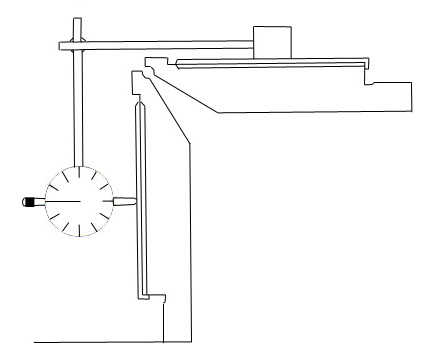
Використовуйте вилковий навантажувач вагою понад 5 тонн, щоб розвантажити раму, як показано на малюнку 1-1, будь ласка, прочитайтеінструкції нижче:
1. Перед розвантаженням перемістіть систему трансмісії рукою, щоб змотувач тканини був паралельний основній опорі (зазвичай машини перебували в такому стані до доставки).
2. Повільно завантажте важіль навантажувача між двома парами ніг і підніміть вертикально знизу (увага: прокладіть дерев’яний брусок між важільом і машиною, щоб уникнути пошкодження через ковзання машини під час розвантаження)
3. Під час розвантаження тримайте машину приблизно на 30-50 см над землею, не дозволяйте бігати по вибоїстій дорозі, не дозволяйте зупинятися або рухатися раптово, і обережно освітлюйте вгору та вниз.
4. Якщо машину не було доставлено на фабрику замовника, будь ласка, не забудьте поставити її в сухе та чисте місце, щоб уникнути впливу на неї та корозії, щоб уникнути нормального використання машини.
Розташування та установка машини:
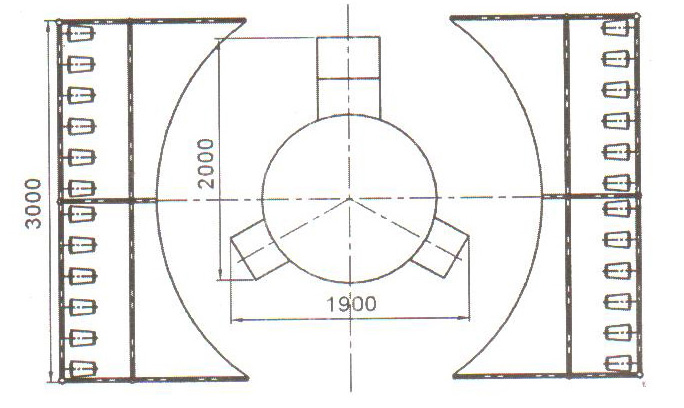
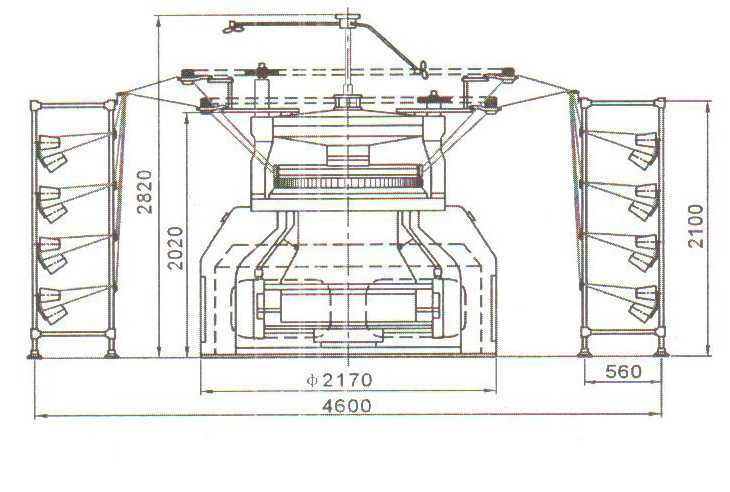
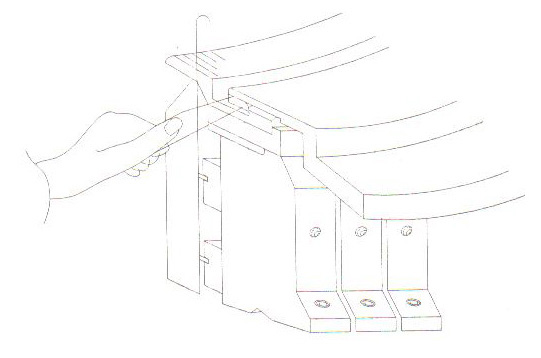
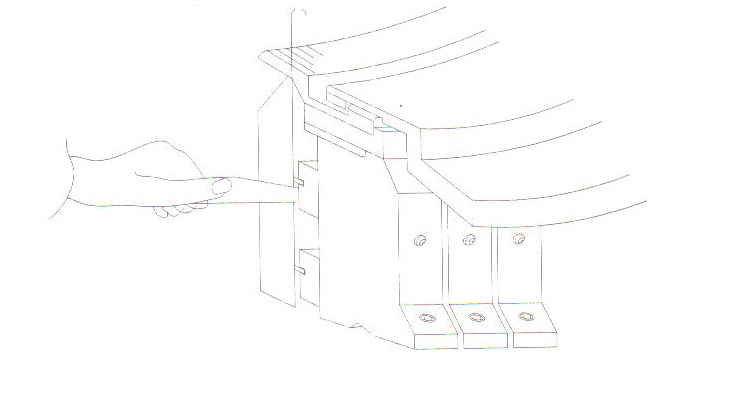
1. Перш ніж зафіксувати положення, виміряйте положення рами та шпулярника, щоб переконатися в положенні встановлення відповідно до розміру на малюнку 1-2
2. Після фіксації положення використовуйте градієнт, щоб ретельно вирівняти поверхню машини (можна відрегулювати опорний гвинт основної та затискної ніжок, щоб забезпечити бічні похибки не більше 5 мм)
Розташування та поєднання шпулярниці
1.Підтвердьте положення шпулярниці відповідно до розміру малюнка 1-2.
2. З'єднайте циліндричну колону та її фрамугу та встановіть каркас шпулярника
3. Встановіть чотири більш товсті алюмінієві смуги на задній стороні шпулярника (для встановлення доріжки трубки пряжі), а інші чотири тонші слід встановити перед шпулярником (для встановлення притискного пристрою)
4. Висота алюмінієвих смужок для подачі пряжі має бути вищою, ніж алюміній преса, тому під час в’язання подача пряжі буде гладкою, її не буде легко зламати.
5. Встановіть притискний пристрій на передні алюмінієві смуги, встановіть доріжку для трубчастої пряжі на задніх алюмінієвих смугах.Дотримуйтесь рівномірної відстані, щоб уникнути подачі пряжі.
Комбінована пряжа посилальна
1. Встановіть та відрегулюйте трансформації шпулярника та стовпці подачі пряжі
2. Встановіть верхню круглу раму, пристрій для зберігання пряжі та дроти живлення пристрою автоматичної зупинки.
3. Встановіть нижню круглу раму, пристрій для зберігання пухової пряжі та дроти живлення пристрою автоматичної зупинки.
4. Встановіть ремінь передачі вгору та вниз.
5. Встановіть пилозбірник вгору та вниз, зверніть увагу на регулювання положення вентилятора.
6. Відрегулюйте алюмінієву пластину пряжі
7. Підключіть живлення пристрою автоматичної зупинки.
Розділ третій
Технічний норматив і первинне коригування
Вся наша машина проходить сувору ін'єкцію, налаштування та введення в експлуатацію перед доставкою (вся машина повинна працювати більше 48 годин)
Технічні стандарти
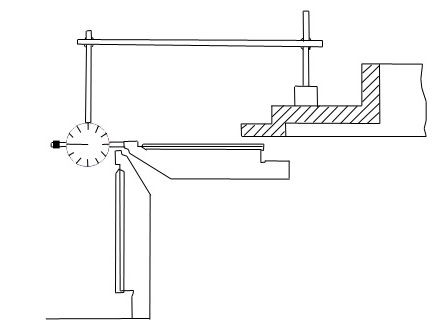
1. Самоплощина циферблата верхньої голки
Стандарт ≤0,05 см
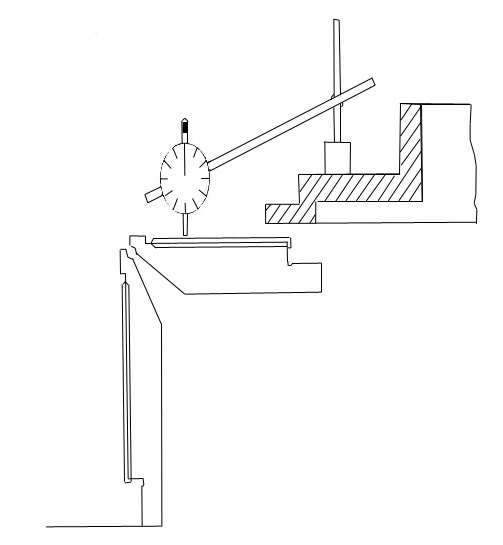
2. Самоокруглення циферблата верхньої голки
Стандарт ≤0,05 см
3. Самоокруглення нижнього голкового барабана
Стандарт ≤0,05 см
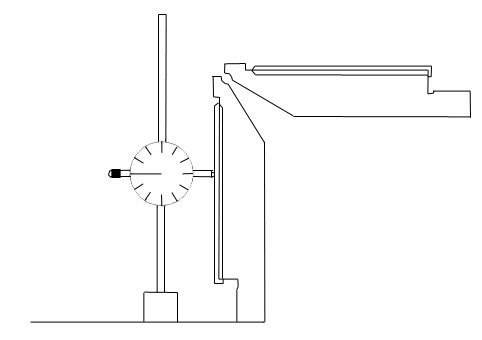
4. Самостійна площинність нижнього голчастого барабана
Стандарт ≤0,05 см
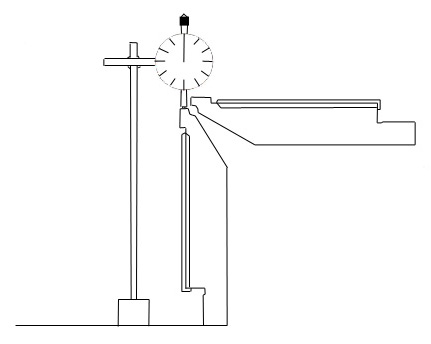
5.Така ж площинність циферблата без голки та голкового барабана вниз
Стандарт ≤0,05 см
6. Однакова округлість циферблата голки вгору та барабана голки вниз
Стандарт ≤0,05 см
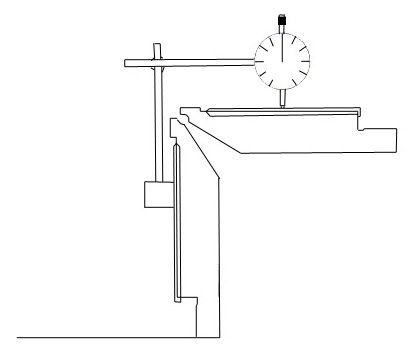
7. Простір між верхніми кулачками та голковим барабаном
0,15 мм-0,25 мм
8. Простір між нижніми кулачками та голковим барабаном
0,15мм-0,25м
Первинне коригування
Зазвичай наша машина проходить сувору ін’єкцію перед доставкою, але щоб ви могли використовувати машину з більшою безпекою, будь ласка, перевірте та налаштуйте перед використанням.
1. Перевірте привід двигуна
Підключіть живлення та перевірте напрям руху двигуна, якщо напрямок відрізняється від ярлика на двигуні, негайно змініть електропроводку двигуна (міняйте дві з трьох фаз на клемі двигуна).
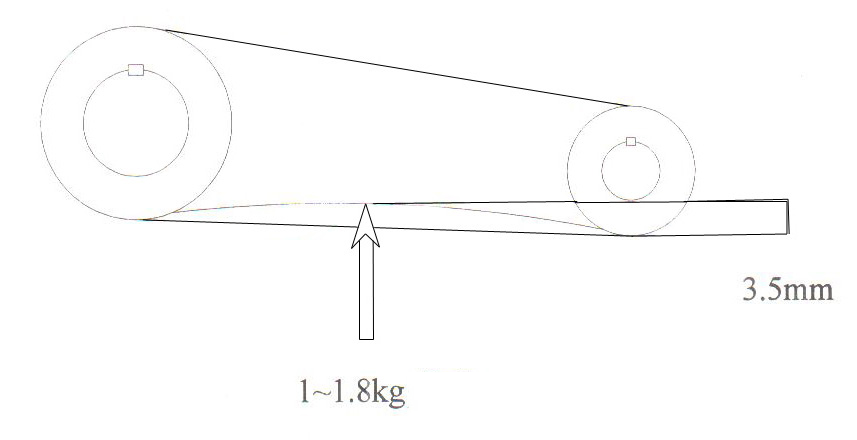
2. Перевірка та регулювання приводного ременя двигуна
Перед роботою перевірити натяг ременя приводу двигуна.Збільште силу на 1-1,8 кг у середині ременя, зробіть лінійну деформацію ременя меншою за 3,5 мм, відрегулюйте його, щоб відповідати вимогам.Спосіб регулювання: відкрутіть гвинт фіксатора основи двигуна, відрегулюйте шовковий капелюх регулювання натягу двигуна, поки натяг не відповідатиме вимогам, і затягніть гвинт.
Увага: у перші три дні перевіряйте один раз, а потім кожні три місяці.
3. Регулювання системи обдування
Вентилятор системи нагнітання потрібно спеціально відрегулювати, щоб він знаходився в найкращому положенні.Отже, коли живлення ввімкнено, вентилятор може обдувати кожен куточок подачі пряжі.
4.Налагодження системи передачі пряжі
(1) Мікрорегулювання алюмінієвої пластини подачі пряжі.
Змініть діаметр алюмінієвої пластини, що подає пряжу, зміниться коефіцієнт передачі та кількість подачі нитки.Методи наведені нижче:
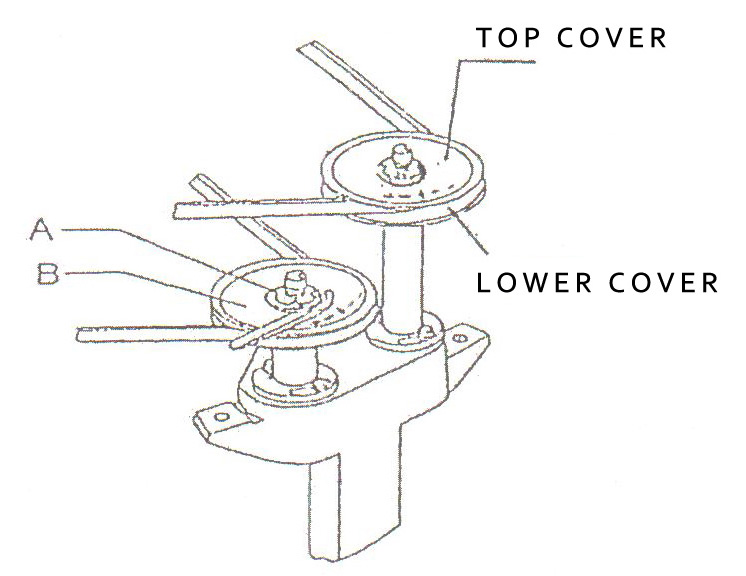
①Спочатку за допомогою гайкового ключа послабте круглу гайку A у верхній частині алюмінієвої пластини подачі нитки.
②Поверніть кришку в напрямку «+», 12 повзунків всередині пластини розширяться назовні, щоб збільшити діаметр колеса та збільшити кількість подачі пряжі.І навпаки, поверніть на «-», кількість нитки, що подається, зменшиться.Обертаючись, тримайтеся паралельно, інакше повзунки можуть випасти з гнізда.
③діапазон діаметрів алюмінієвої пластини для подачі пряжі буде: 70-202 мм
④Після регулювання пластини знову зафіксуйте круглу гайку.
(2) Регулювання натягу трансмісійного ременя подачі пряжі
Якщо ремінь занадто вільний, пристрій для зберігання пряжі зісковзне та застоїться, що вплине на подавання пряжі.Тому перед введенням в експлуатацію найкраще відрегулюйте трансмісію подачі нитки, як показано нижче:
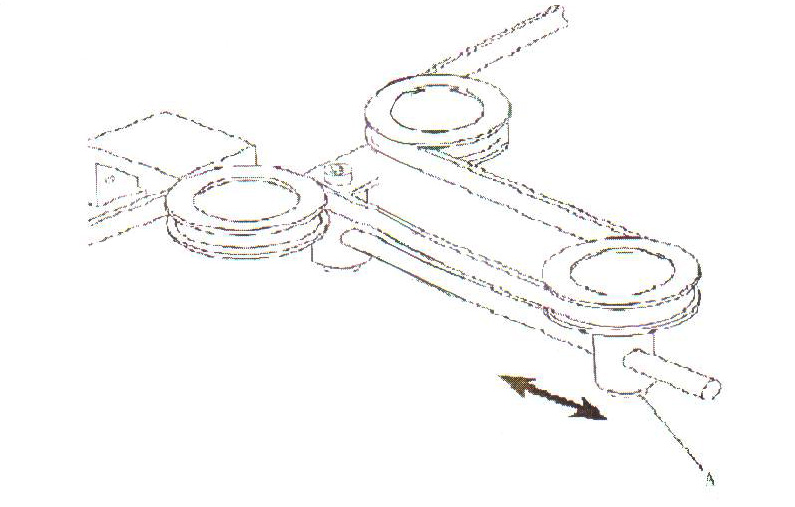
①відкрутіть гвинт A
②Потягніть колесо прокрутки назовні вздовж повзунка, переконайтеся, що напруга стрічки на пристрої для зберігання пряжі однакова.
③зафіксуйте гвинт A
1.перевірка мастила
Перевірте змащення кожної частини системи трансмісії та системи прокатки тканини, якщо є якісь ненормальні, своєчасно додайте мастило.
Розділ четвертий
Нормальні проблеми під час в'язання
отвір
· Основна причина грубої пряжі
·Через погану якість або занадто висушену пряжу
· Неправильне положення отвору подачі нитки
·Занадто великий натяг нитки або надто великий натяг згорнутої нитки
· Щільність котушки занадто висока
·Коло в'язання занадто довге, а полотно занадто тонке
Відсутня голка
· Неправильне положення отвору подачі нитки
·Натяг нитки занадто малий
·Задовге коло в'язання
·Неправильний отвір для подачі пряжі
·Поверхневий отвір подачі нитки занадто високий
Феномен Tuck
·Занадто малий натяг котушки
·Зависока щільність тканини
·Язичок голки пошкоджено
Пошкодження язика голкою
· Розташування рота для подачі занадто високо, занадто спереду або надто ззаду, зверніть увагу, чи пряжа потрапила в рот для подачі.
Зіткнення голки
· Відсутність масла або використання не за призначенням
·Якість пряжі надто дрібна або шпуляр не підходить для калібру
·Зависока швидкість або занадто висока щільність тканини
·Викликано зламаним голковим барабаном, голковим диском або кулачком
· В’язані оригінали не гладкі, недостатньо чисті
·Відстань між в’язальним диском і барабаном була неправильною
смужки
·Неправильне регулювання поверхневого натягу нитки
·Якість пряжі різна
·Неправильне регулювання положення притискного колеса
·Неправильне регулювання натягу нижньої нитки
Бар
·Ніж не гострий
· У ножі забагато пилу, а гачок ножа занадто тугий
·Нестача масла, занадто мала кількість масла
Розділ п'ятий
Технічне обслуговування
Висока швидкість і висока точність сучасної в'язальної машини вимагає високого рівня обслуговування, тому наша компанія серйозно узагальнила деякі методи обслуговування щоденної роботи, сподіваючись, що клієнти зможуть виконувати пропозиції, щоб машина працювала в найкращому стані
Початкове використання та обслуговування машини
1. Коли машина завершила встановлення та почала виробництво, швидкість не може бути надто високою, протягом першого тижня 20 годин на день), зберігайте швидкість у межах 10 об/хв.через тиждень поступово доведіть швидкість до нормальної
2. Перший місяць належить періоду обкатки, через місяць замініть машинне масло в машинному граалі та змінюйте кожні три місяці
3. Зберігайте машинне масло 1/2-2/3 вирівнювача масла, своєчасно постачайте, коли масла не вистачає, щоб уникнути пошкодження зносостійкої пластини та спричинити блокування машини
Щоденне обслуговування
1. Щозмінно очищайте пил, що залишився на шпулярнику для пряжі та поверхні машини, щоб підтримувати в’язальний апарат і пристрій для дозування в чистоті.
2. Кожної зміни перевіряйте пристрій автоматичної зупинки та пристрій безпеки, якщо є якісь ненормальні, негайно ремонтуйте або замінюйте їх.
3. Перевіряйте пристрій подачі пряжі кожну зміну, якщо є якісь ненормальні, негайно відрегулюйте його
4. Перевірте дзеркало машинного масла та трубку рівня масла в баку
Щотижневе обслуговування
1. Очистіть алюмінієву пластину швидкісної подачі пряжі та очистіть накопичення пилу в тарілці
2. Перевірте, чи натяг ременя трансмісії є нормальним і чи трансмісія стабільна
3. Перевірте обертання машини для прокатки тканини
Щомісячне обслуговування
1. Зніміть всю камеру, щоб очистити пил
2. Очистіть вентилятор для видалення пилу та перевірте, чи правильний напрямок вітру.
3. Очистіть від пилу всі електричні аксесуари
4. Перегляньте роботу всіх електричних аксесуарів, включаючи систему автоматичної зупинки, систему безпеки, систему перевірки)
Піврічне обслуговування
1. Очистіть весь циферблат голки та голку, перевірте всі голки, якщо є пошкодження, негайно змініть
2. Очистіть машину для розпилення олії та перевірте, чи масло не забивається
3. Очистіть і перевірте пристрій для зберігання пряжі
4. Очистіть двигун і трансмісійну систему від пилу та масла
5. Перевірте, чи немає перешкод для збору відпрацьованого масла
Річний ремонт
1. В’язальні компоненти — це серце в’язальної машини, це безпосереднє забезпечення якості тканини, о, дуже важливо підтримувати в’язальні компоненти
2. Очистіть паз голки, щоб уникнути потрапляння пилу на в’язальне полотно.метод: замініть пряжу низької якості або відпрацьовану пряжу, відкрийте машину на високій швидкості та впорсніть велику кількість масла через циліндр. Працюйте під час заправки, поки відпрацьоване масло повністю не вийде з канавки.
3. Перевірте, чи є якась голка пошкоджена, якщо так, негайно її замініть;якщо якість тканини дуже погана, слід розглянути, чи все оновити.
4. Перевірте, чи циліндрична канавка знаходиться на однаковій відстані (або перевірте, чи є на поверхні тканини смуги), чи щільна стінка голкової канавки.
5. Перевірте стан зносу кулачків і перевірте, чи правильне положення встановлення та чи затягнуті гвинти
6. Перевірте та виправте кожне положення рота подачі пряжі, якщо є будь-які пошкодження, негайно змініть.
7. Перевірте положення встановлення кожного звужуючого кулачка, щоб переконатися, що довжина кожної тканини однакова
Спосіб змащування, масло та змащення
1. Змащувальний спосіб і масло
(1) Щодня перевіряйте циферблат і машину для прокатки тканини, якщо олії менше 2/3, додайте олії.Використовуйте машинне масло N10#-N32#.Після піврічного технічного обслуговування, якщо є масляний пил, негайно замініть.
(2) Щомісяця перевіряйте базову шестерню циліндра, додавайте мастило, використовуйте літієве мастило № 3
(3) Під час технічного обслуговування кожні півроку перевіряйте кожну коробку передач, додавайте мастило, використовуйте літієве мастило № 3.
(4) Для змащування в’язальних компонентів має використовуватися в’язальна олія (включаючи мастило для ін’єкційних машин), наприклад масло для високошвидкісних круглов’язальних машин England Waker.
2. Змащення
Добре знайте тип масла та час змащування кожного компонента, щоб переконатися, що всю машину можна змастити за встановлений час встановленим маслом і встановленим дозуванням.
Час простою та закриті міркування
Технічне обслуговування та догляд за машиною слід проводити згідно з процедурами технічного обслуговування за півроку, спочатку додайте мастило у в’язальні частини, потім нанесіть антикорозійну олію на в’язальні спиці, нарешті накрийте машину брезентом, який був змочений олією для голок і запечатаний у сухому та чистому місці. місце.
Зберігання обладнання та запасних частин
Для звичайних і швидкозношуваних деталей нормальний резерв є важливою гарантією безперервності виробництва.Середовище для зберігання має бути прохолодним, сухим і з невеликою різницею температур, також необхідні регулярні перевірки.
Спосіб зберігання такий:
1. Зберігання голки циліндра та циферблата голки
Спочатку очистіть голку циліндра, а потім помістіть її в дерев’яну коробку, яку залили машинним маслом і оберніть клейонкою, щоб уникнути ударів і деформації.Під час використання використовуйте стиснене повітря, щоб видалити машинне масло всередині голки циліндра, а потім додайте масло для голок.
2. Зберігання кулачків
Класифікуйте кулачки та покладіть на зберігання, які мали місце для зберігання в коробці та додайте антикорозійне масло, щоб уникнути іржі.
3. Зберігання спиць
(1) Нову спицю слід помістити в оригінальну пакувальну коробку та не знімати пломбу.
(2) Стара в’язальна спиця має бути чистою, перевірте, виберіть пошкоджені, класифікуйте їх і покладіть на зберігання разом із голковим маслом, щоб уникнути іржі.
Обслуговування електричних частин
1. Важливість технічного обслуговування
Схема в'язальної машини містить прецизійний електронний компонент — інвертор.У практичному застосуванні через навколишню температуру, вологість, вібрацію, пил, корозійні гази та інші фактори навколишнього середовища це сильно вплине на надійність і термін служби інвертора.При належному обслуговуванні не тільки для забезпечення надійності, але й для продовження терміну служби та зменшення виробничих втрат, спричинених випадковими збоями.Тому необхідне регулярне технічне обслуговування інвертора та периферійних схем.
2. Перевірка інвертора та периферійних схем
Для працюючого робочого інвертора та ланцюгів керування зазвичай слід виконати такі перевірки:
(1) Температура навколишнього середовища: загалом нормальна - діапазон від 10 ℃ до + 40 ℃, також при 25 ℃ або близько того.
(2) Вхідна напруга інвертора: нормальний діапазон становить 380 В±10%.
(3) Регулярне очищення щитка вниз, пилу в блоку керування, щоб підтримувати внутрішню чистоту електричного блоку, рекомендується проводити очищення один раз на день після зміни зміни.
(4) Масло прискорить старіння проводів, якщо електрична коробка всередині випадково потрапила в масло, будь ласка, вчасно очистіть.
(5) Регулярно перевіряйте витяжний вентилятор електричної коробки, якщо він пошкоджений, вчасно замініть її, щоб переконатися, що внутрішня температура електричної коробки не надто висока.
3. Регулярний огляд
Використовуючи час щорічного капітального ремонту обладнання та зосереджуючись на перевірці внутрішнього біта інвертора.
(1) Під час регулярного технічного обслуговування необхідно відключити живлення перед початком роботи, доки індикатор живлення шини постійного струму інвертора не згасне, як правило, більше однієї хвилини (чим більша потужність інвертора, тим довший час очікування), а потім виконати операція.
(2) Зніміть зовнішню кришку інвертора, почистивши друковану плату інвертора та внутрішні модулі IGBT, вхідні та вихідні клеми та інші частини.Використовуйте бавовняну тканину зі спеціальними очисними засобами, щоб стерти брудні місця на друкованій платі.
(3) Перевірте внутрішню ізоляцію дроту інвертора на наявність корозії чи слідів пошкоджень, якщо їх виявлено, їх слід негайно обробити або замінити.
(4) Через вібрацію, зміни температури та інші ефекти деякі затискні елементи інвертора, такі як гвинт, завжди стають гнучкими, тому слід знову затягнути всі гвинти.
(5) Перевірте та знайдіть, чи не перегріваються вхідні та вихідні реактори, трансформатори тощо, не витікають, не мають дефекту ізоляції, не змінюють колір і не горять, чи мають запах.
(6) Перевірте, чи ємність електролітичного конденсатора фільтрації проміжного ланцюга постійного струму та продуктивність заряду-розряду є хорошими, чи є зовнішній вигляд тріщин, витоків, набряків тощо, термін служби конденсатора фільтра становить 5 років, найдовший період перевірки становить один рік , а через п’ять років замініть його.
(7) Перевірте, чи працює вентилятор охолодження в належному стані, якщо виявите ненормальний шум, аномальну вібрацію, слід негайно замінити.Інакше інвертор перегріється, що вплине на термін служби інвертора.Цикл заміни вентилятора зазвичай становить 2-3 роки.
(8) Перевірте, чи опір ізоляції інвертора знаходиться в нормальному діапазоні (усі клеми та клема заземлення). Зауважте, що ви не можете використовувати мегаметр для вимірювання друкованої плати, інакше це призведе до пошкодження електронних компонентів друкованої плати.
(9) Від’єднайте кабель інверторної клеми R, S, T від джерела живлення, від’єднайте кабель інверторної клеми U, V, W від двигуна, виміряйте мегаметром ізоляцію між кожним фазним проводом кабелю та захисним заземленням. відповідає вимогам, у нормі має бути більше 1 МОм.
(10) Перед введенням інвертора в експлуатацію, після завершення технічного обслуговування, інвертор повинен працювати в режимі холостого ходу разом із двигуном і провести пробний запуск кілька хвилин, підтвердивши напрямок обертання двигуна.
Час публікації: 20 квітня 2022 р